












更多产品介绍
更多产品介绍
高效节能电缆料造粒生产线
电线电缆PVC混炼挤出生产线
电缆料造粒机 PVC电缆料挤出机
低烟无卤阻燃电缆料混炼挤出造粒
低烟无卤电缆料造粒机
半导屏蔽电缆料混炼挤出造粒
半导屏蔽料造粒机 半导屏蔽料挤出机
化学交联电缆料混炼挤出造粒
硅烷交联电缆料混炼挤出造粒
工程塑料改性造粒生产线 合金改性----ABS/PC;PA/ABS;PPO/PS等共混挤出造粒生产线 增强改性----PP、PA/GF(玻纤)、碳纤混合挤出造粒生产线 填充改性----PP、PA/滑石粉、碳酸钙、云母硫酸钡等共混挤出造粒生产线 增韧改性----PC、ABS/弹性体、橡胶等共混挤出造粒生产线 功能改性共混挤出造粒生产线
高效节能功能母粒造粒生产线 CaCO3高填充母粒混炼造粒生产线 高浓度炭黑母粒混炼造粒生产线 TiO2 白色母粒混炼造粒生产线 纤维/(丙纶、涤纶)母粒混炼造粒生产线 /彩色母粒混炼造粒生产线
改性材料造粒生产线
绿色生物基淀粉降解母粒混炼造粒生产线
降解材料专用设备/降解母粒造粒机
降解造粒生产线
TPE、TPV弹性体造粒生产线
新型LFT-D长玻纤增强热塑性材料在线模压生产线 LFT-D长纤维在线模压生产线
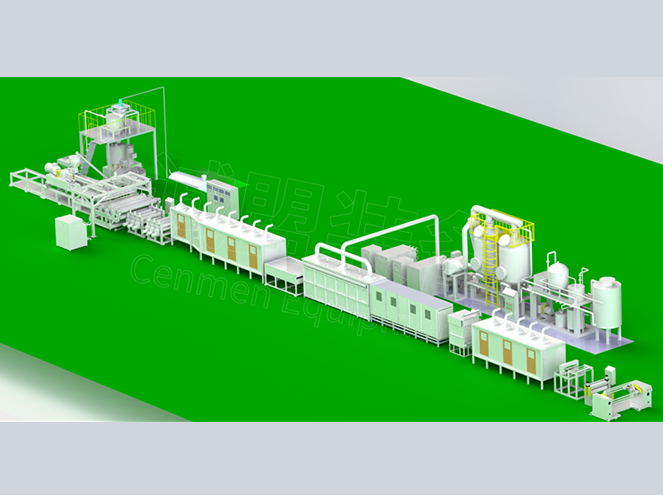
优化升级一步法混炼挤出压延板片成型生产线 锂电池膜挤出成型(湿法)生产线 复合片材混炼挤出压延成型生产线 高分子防水卷材混炼挤出压延成型生产线 高填充复合片材(石头纸)混炼挤出成型生产线 /绿色环保高填充复合包装板混炼挤出成型生产线 降解片材混炼挤出压延成型生产线 PET免预干燥挤出压延成型生产线

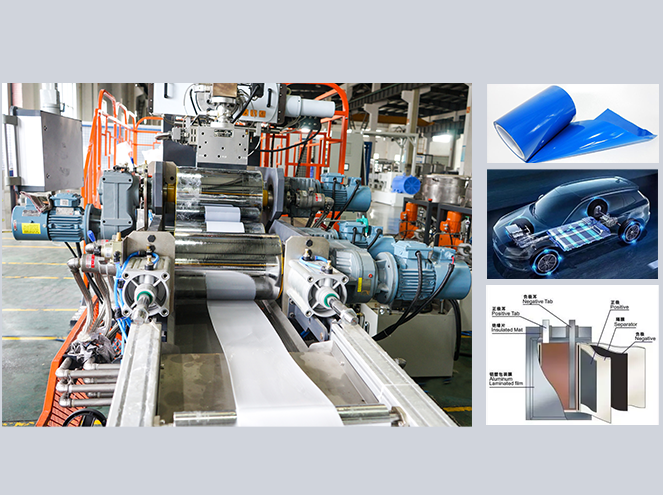
锂电池隔膜品质特点
l 具有电子绝缘性,保证正负极的机械隔离。
l 有一定的孔径和孔隙率,保证低的电阻和高的离子电导率,对锂离子有很好的透过性。
l 由于电解质的溶剂为强极性的有机化合物,隔膜必须耐电解液腐蚀,有足够的化学和电化学稳定性。
l 对电解液的浸润性好并具有足够的吸液保湿能力。
l 具有足够的力学性能,包括穿刺强度、拉伸强度等,但厚度尽可能小。
l 空间稳定性和平整性好。
l 热稳定性和自动关断保护性能好。动力电池对隔膜的要求更高,通常采用复合膜。
制品参数参考:
1、 原料:UHMWPE、矿物白油等;
2、 流延膜片厚度:0.08-0.25mm,拉伸隔膜厚度:0.02-0.03mm;
3、 成品宽度:2000-2800mm;
生产线工艺流程及特性说明
一、原料供给系统:
将原料UHMWPE粒料)称重罐传感器连锁各补料仓电机传动按比例、矿物白油及助剂等原料送入补料仓,通过固体(粉料、
计量喂入称重罐内,专用填充油液体采用液体计量泵送入液体称重罐,固体和液体称重传感器控制精度是0.5%,控制系统均采用西门子PLC连锁控制。

二、双螺杆混炼挤出系统:
通过双螺杆挤出系统独特的塑化、混合、剪切、混炼的挤出特点,熔体物料可达到更佳均由的分散、分布效果,提供更好的产品品质;螺纹元件可进行灵活的组合调配以达到不同的混炼挤出效果,方便应对各类工艺配方的调整。
三、四辊流延膜片材成型系统:
混炼挤出后的熔体物料从模头挤出,熔体经流延后成型隔膜厚基片。特殊设计四混流延膜片材成型系统采用独立模温机,通过导热油控制辊筒温度,温控精度≤±1℃。辊筒由立式减速电机驱动由变频器控制转速并与PLC连锁,辊筒间隙采用液压调节,精度可调整到±0.015mm,确保膜片制品的厚度均匀。

四、流延成型纵向拉伸定型系统:
隔膜流延成型后直接进入首道拉伸机进行纵向逐级拉伸定型。纵向拉伸机主体机构钢架结构,配置4组拉伸辊装置,每组拉伸装置配置传动辊和胶辊,辊径通油循环加热稳定流延隔膜塑性拉伸温度。全套拉伸系统配置油模温机温控及电机调速系统,保证拉伸过程温度及速度控制。
五、隔膜横向拉伸定型系统:
纵向拉伸的隔膜再经过横向拉伸机进行异步双向拉伸。横向拉伸机配置两条无端回转的特殊链条,链条上装有夹具用于夹住隔膜边缘,并支撑在可变幅宽导轨上,借助与两条链夹的同步同向运行。箱体配置加热吹风装置进行温度控制,在较大扩张角的拉伸区进行横向拉伸,然后,在平行及有收缩的热处理区内进行热处理,使薄膜拉伸定型。
六、隔膜成型辅助系统
1. 脱油萃取箱
采用专用可调节不锈钢箱体,箱体内分离形成7个内箱,内箱分别按阶梯高低存放三氯乙烯液体,以便分级稀释专用油。每个内箱配有上下两排辊轮,下排辊轮可上下升降便于片材穿绕后随下排辊轮浸入三氯乙烯液体中,通过调整升降高度还可以控制片材在脱油箱内的停留时间,以保障脱油量达到工艺要求。辊轮由减速电机驱动,通过双排链轮和链条传动,转速采用交流变频器控制并与PLC连锁,确保与片材线速率同步,线速率可调整范围5~12m/min。
2. 烘干箱:
干燥油箱采用专用不锈钢箱体,箱体内均匀分布16个带加热大口径辊轮。每对加热辊轮上下排布使PE隔板均匀受热,加热辊轮将微孔PE隔板上的三氯乙烯加热挥发,挥发的三氯乙烯气体被抽入冷凝吸附装置中进行在线回收。辊轮由减速电机驱动,通过双排链轮和链条传动,转速采用交流变频器控制并与PLC连锁,确保与片材线速率同步,线速率可调整范围5~12m/min。
3. 三氯乙烯气体冷凝回收装置:
采用冷凝和深度吸附的集成工艺,先将三氯乙烯气体和空气的混合气体冷凝到-40℃,气体中大部分三氯乙烯气体液化并通过油水分离器后排入储油罐,残余的混合气体再进入装有活性炭的吸附罐吸附剩余的三氯乙烯,将被吸附的三氯乙烯抽出后再次送入冷凝器冷凝为液体回收,并将处理后的空气排入大气。装置处理量600Nm3/h,防爆等级dⅡBT4,三氯乙烯气体回收率≧95%。
4. 专用油分离装置:
从脱油箱中收集的专用油和三氯乙烯混合液体进入油专用型反应釜,反应釜为不锈钢材质,容积500~1500L,反应釜配有电加热装置且内设有搅拌叶使液体均匀受热,利用三氯乙烯沸点低于专用油的特点,反应釜配有竖式分馏柱将挥发的三氯乙烯气体和专用油液体分离。分离出的专用油进入回收罐内,三氯乙烯气体冷凝后回收。
5. 在线红外线测孔系统:
由光源、CCD组、数据处理单元、工控机、显示器、机械框架等构成,对CCD图像传感器采集的数据进行处理和分析后显示在显示器上,用以在线监测PE隔板上的孔径尺寸及其它瑕疵。对隔板上的孔径大于额定尺寸(4μm)的微孔进行灯光报警同时记录,并与成套设备的PLC系统连锁。数量为2套,分别摆放在脱油箱入口前和涂剂干燥箱出口后。
七、电气控制系统:
采用西门子PLC控制系统成套设备连锁控制。控制系统采集各种数据,并提供人机界面,使各种信息得到实时处理,实现了自动化和信息化管理,信息集中化处理的目的。PLC连锁控制范围包含自动上料系统、搅拌系统、双螺杆挤出机、四辊压光机、脱油箱、烘干箱、涂剂箱、干燥箱、在线红外测孔系统。PLC模块为西门子S7-1200系列,采用西门子12英寸彩色触摸屏。
关注我们
联系电话
+86-13901581430

Copyright 江苏诚盟装备股份有限公司@ 2018 China All Rights Reserved 备案号: 苏ICP备2022022947号