












更多产品介绍
更多产品介绍
高效节能电缆料造粒生产线
电线电缆PVC混炼挤出生产线
电缆料造粒机 PVC电缆料挤出机
低烟无卤阻燃电缆料混炼挤出造粒
低烟无卤电缆料造粒机
半导屏蔽电缆料混炼挤出造粒
半导屏蔽料造粒机 半导屏蔽料挤出机
化学交联电缆料混炼挤出造粒
硅烷交联电缆料混炼挤出造粒
工程塑料改性造粒生产线 合金改性----ABS/PC;PA/ABS;PPO/PS等共混挤出造粒生产线 增强改性----PP、PA/GF(玻纤)、碳纤混合挤出造粒生产线 填充改性----PP、PA/滑石粉、碳酸钙、云母硫酸钡等共混挤出造粒生产线 增韧改性----PC、ABS/弹性体、橡胶等共混挤出造粒生产线 功能改性共混挤出造粒生产线
高效节能功能母粒造粒生产线 CaCO3高填充母粒混炼造粒生产线 高浓度炭黑母粒混炼造粒生产线 TiO2 白色母粒混炼造粒生产线 纤维/(丙纶、涤纶)母粒混炼造粒生产线 /彩色母粒混炼造粒生产线
改性材料造粒生产线
绿色生物基淀粉降解母粒混炼造粒生产线
降解材料专用设备/降解母粒造粒机
降解造粒生产线
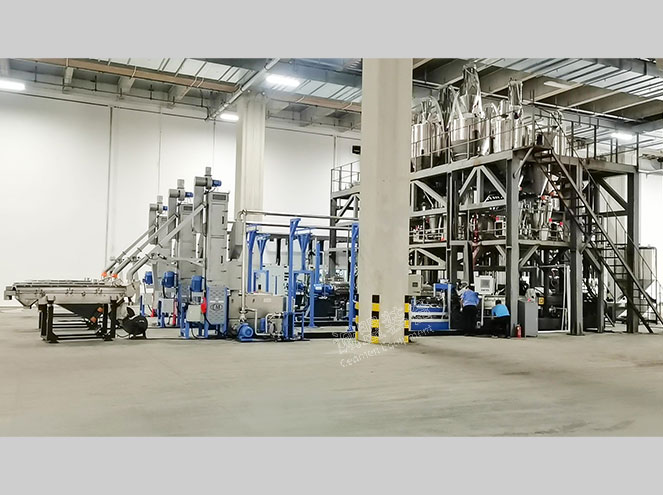
TPE、TPV弹性体造粒生产线
新型LFT-D长玻纤增强热塑性材料在线模压生产线 LFT-D长纤维在线模压生产线
优化升级一步法混炼挤出压延板片成型生产线 锂电池膜挤出成型(湿法)生产线 复合片材混炼挤出压延成型生产线 高分子防水卷材混炼挤出压延成型生产线 高填充复合片材(石头纸)混炼挤出成型生产线 /绿色环保高填充复合包装板混炼挤出成型生产线 降解片材混炼挤出压延成型生产线 PET免预干燥挤出压延成型生产线



弹性体混炼改性——SBS/SEBS共混改性
应用:
热塑性弹性体(Thermoplastic Elastomer)英文简称TPE,目前较为常见的TPE材料为SBS/SEBS改性材料。TPE是一种具有橡胶的高弹性,又具有可注塑加工的特征,具有硬度范围广,加工性能优越,无须硫化,可以循环使用降低成本的特点。主要应用于各类密封件、汽车内饰、包胶材料、各类管件、电线电缆等。
SBS或SEBS共混改性根据不同硬度要求,调整SBS/SEBS、PP、填料、填充油之间的比例。PP提供刚性、SBS/SEBS和填充油的增加可以提升柔韧性。
设备特点:
1.大长径比螺杆机筒设计。大长径比L/D=48:1~52:1提供更长的停留时间,有利于完成树脂和弹性体熔融、填充油与聚 合物的均化混炼过程。
2.高精度的螺杆和机筒设计。螺杆和机筒间隙小、尺寸精度高,并且优化螺杆结构,有效的完成树脂熔融、填料分散 和填充油均化的混炼过程。
3.切粒方式根据熔体特性选择。配方中不同的原料比例,熔体特性差异较大。硬度较高的采用水环切粒,低粘度易粘连的配方采用水下切粒。
弹性体混炼改性——TPV动态硫化工艺说明:
应用:
热塑性硫化橡胶(Thermoplastic Vulcanizate)英文简称TPV,行业内称为动态硫化工艺,目前常见组成为PP、EPDM、填料、填充油、交联剂和加工助剂。所谓的动态硫化是指橡胶的硫化(交联)和熔融分散同时进行,硫化的橡胶相均匀分散树脂连续相中,在剧烈的剪切作用下形成粒径在1~2μm尺寸的橡胶颗粒。TPV制品主要应用于各类密封件、鞋底、各类管件、电线电缆等。
设备特点:
1.采用高速高扭型双螺杆挤出机。高扭矩能够承受更大的负载,适应硫化橡胶熔体强度高的特点;高螺杆转速提供更高的剪切速率,将硫化橡胶分散成小尺寸的橡胶颗粒并均匀的分散在树脂中。
2.大长径比螺杆机筒和多路计量喂料。大长径比L/D=48:1~52:1提供更长的停留时间,有利于完成熔融均化、硫化、分散复杂的混炼过程,同时配备多组计量喂料机将树脂、橡胶、填料、填充油、交联剂分步喂入机筒内。
3.高精度的螺杆和机筒设计。螺杆和机筒间隙小、尺寸精度高,并且优化螺杆结构,有效的完成树脂熔融和填充油的均化过程,并通过剪切和分散元件完成动态硫化的过程。
4.切粒方式根据熔体特性选择。配方中不同的原料比例,熔体特性差异较大。硬度较高的制品可采用水冷拉条式切粒,低粘度 易粘连的配方采用水下切粒。
上述介绍为一步法动态硫化工艺,适用于配方比例稳定的生产条件。实际生产中由于产品性能要求不同,配方中各组分的比例变化大,对硫化橡胶的比例和程度也存在较大区别,会采用两步法动态硫化工艺具备更强的适用性。即两条双螺杆挤出机生产线:
1.上阶双螺杆将PP、EPDM、填料、少量填充油混炼均匀并造粒。
2.下阶双螺杆将混炼均匀的聚合物、大部分填充油、交联剂共混,完成EPDM的交联并使其均匀分散。


关注我们
联系电话
+86-13901581430

Copyright 江苏诚盟装备股份有限公司@ 2018 China All Rights Reserved 备案号: 苏ICP备2022022947号